Proceso completo de refinación de aceites vegetales: parámetros clave para mejorar la calidad del aceite para exportación
2026-04-15
Grupo QI'E
Conocimientos técnicos
Este artículo ofrece una explicación técnica y práctica del proceso integral de refinación de aceites vegetales, desde el aceite crudo hasta el aceite terminado de alta calidad. Se describen, con enfoque operativo, las cinco etapas críticas—pretratamiento, desgomado, neutralización/desacidificación, decoloración y desodorización—incluyendo principios, función de los equipos y puntos de control en planta. Además, se comparan parámetros recomendados y consideraciones de proceso para materias primas comunes como aceite de soja, colza/canola y palma, destacando cómo la temperatura, el vacío/presión y el tiempo influyen en color, olor y estabilidad oxidativa. Se incorporan guías de diagnóstico para problemas frecuentes (amarillamiento, olores residuales, pérdidas de rendimiento) y acciones correctivas orientadas a mejorar la tasa de éxito en una sola pasada. Dominar estos detalles ayuda a que el aceite terminado cumpla mejor los estándares internacionales de exportación, aportando una base sólida para la optimización continua en plantas de procesamiento. Contenido elaborado con orientación aplicada para equipos técnicos de Penguin Group.
Guía técnica práctica para exportación | Penguin Group
Refinado de aceites vegetales: el flujo completo que marca la diferencia en calidad de exportación
En mercados internacionales, el refinado no es “un paso más”: es el conjunto de decisiones que definen color, olor, estabilidad oxidativa y cumplimiento. Dominar los detalles de proceso—temperatura, presión, tiempo, dosificaciones y secuencias—puede elevar un aceite desde “aceptable” hasta “consistente lote a lote”. Dominar estos detalles ayuda a que su aceite refinado se alinee mejor con estándares de exportación exigentes.
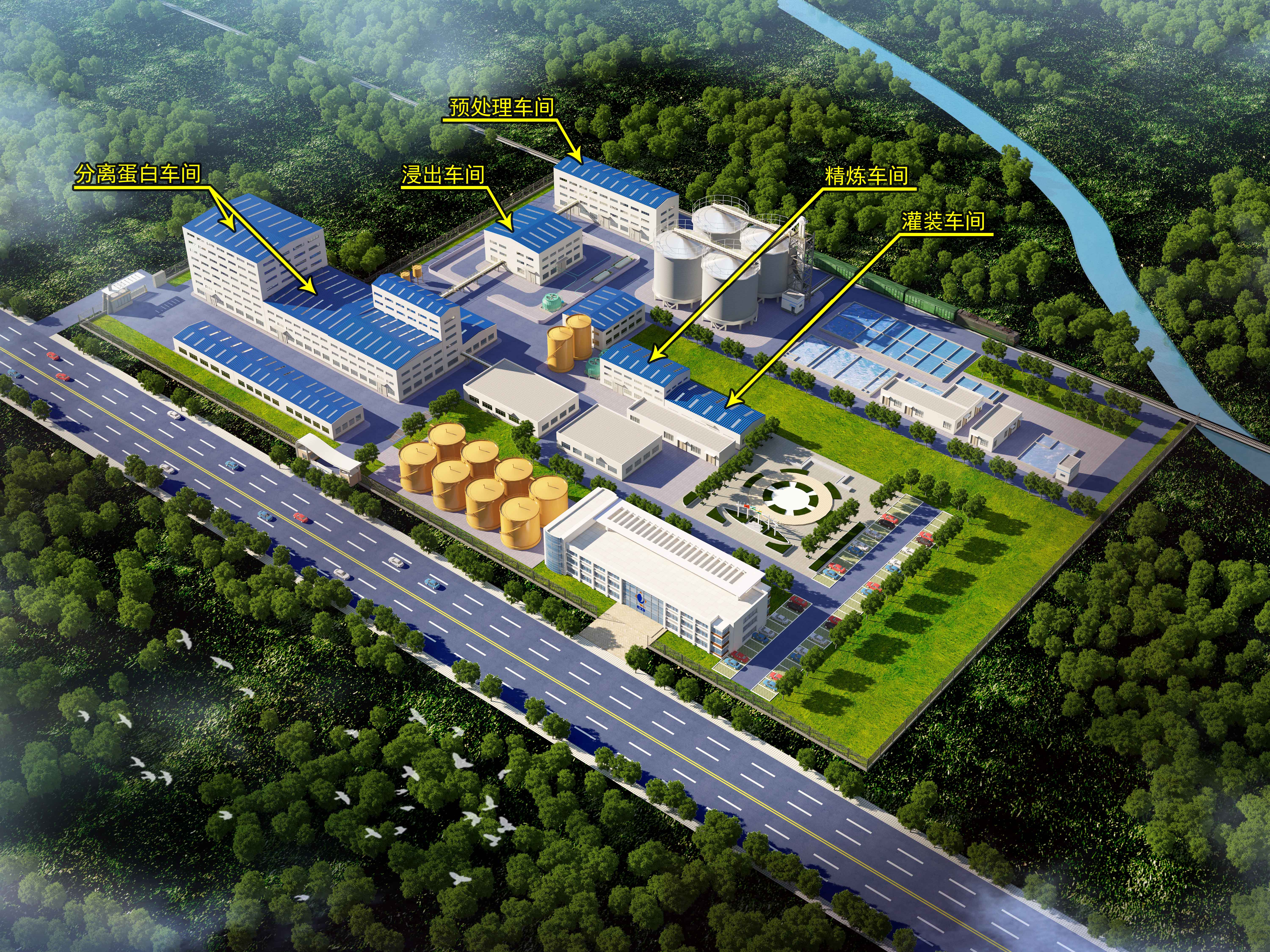
Mapa del proceso (de aceite crudo a aceite refinado)
Cada bloque reduce un tipo de “impureza”: fosfolípidos, ácidos grasos libres, pigmentos, compuestos volátiles y trazas catalíticas (metales). El objetivo industrial real es la repetibilidad: misma calidad con distinta materia prima.
Base técnica: qué hace cada etapa y qué variables no se pueden “adivinar”
1) Pretratamiento: filtrar, estabilizar y preparar el aceite
El pretratamiento reduce sólidos finos, humedad y trazas que aceleran oxidación. En aceites con mayor carga de impurezas, una filtración eficiente y control de humedad ayuda a evitar problemas posteriores (jabones, emulsiones, pérdida de rendimiento).
Punto operativo: mantenga la humedad en niveles bajos y estables antes de químicos/adsorbentes. En muchas plantas, trabajar con <0,10% de humedad (según tecnología) mejora la separación y reduce consumo de auxiliares.
2) Desgomado: sacar fosfolípidos sin castigar el aceite
El desgomado elimina fosfolípidos (gomas) que generan turbidez, espuma, ensuciamiento e interfieren en la decoloración/desodorización. En términos prácticos, el reto no es “solo quitarlos”, sino evitar emulsiones y pérdidas de aceite.
Rangos de referencia (industrial)
Temperatura típica: 70–90°C (según aceite y método). Agua/ácido: dosificación ajustada a fósforo. Mezcla: suficiente para dispersión, sin exceso que emulsione.
Indicador de control
El fósforo residual (ppm) se correlaciona con estabilidad y consumo de tierras. En exportación, una meta frecuente es quedar en decenas de ppm (la especificación final depende del cliente/país).
3) Desacidificación: bajar AGL sin perder rendimiento
La desacidificación busca reducir ácidos grasos libres (AGL) y mejorar sabor/estabilidad. En neutralización química, el “enemigo” suele ser el exceso de sosa (jabones altos, arrastre de aceite, pérdidas y carga de efluente). En refinado físico (común en palma), el reto migra a la desodorización y a la carga de impurezas previas.
Regla de oro: la dosificación debe seguir el análisis real de AGL y el historial de lote, no una receta fija. Ajustar finamente puede mejorar el rendimiento y la claridad del aceite. Evite errores típicos y suba la tasa de “refinado correcto a la primera”.
4) Decoloración: retirar pigmentos y “catalizadores” de oxidación
La decoloración con tierras activadas (y, según caso, carbón) reduce clorofilas, carotenoides, jabones residuales, fosfolípidos y trazas metálicas. El costo real aquí no es solo el adsorbente, sino el equilibrio entre color objetivo y pérdida por retención en la torta.
Variable
Rango típico
Impacto en calidad
Temperatura
90–110°C
Mejor adsorción; excesos aceleran oxidación si hay aire
Vacío / atmósfera
Vacío moderado o inertizado
Reduce formación de peróxidos y reversiones de color
Dosis de tierra
0,5–2,0%
Color y estabilidad vs. retención y costo
Tiempo de contacto
15–30 min
Contactos largos pueden oscurecer si hay oxidación
5) Desodorización: limpiar volátiles y asegurar neutralidad sensorial
La desodorización (stripping con vapor) es decisiva para olor/sabor y también para AGL en refinado físico. Un control fino de vacío, temperatura y tiempo de residencia evita defectos sensoriales y limita la degradación térmica.
Rangos de referencia
Temperatura típica: 180–240°C (según aceite y objetivo). Vacío profundo: comúnmente 2–6 mbar. Vapor: suficiente para stripping sin arrastre excesivo.
Indicadores “de exportación”
Control de peróxidos, anisidina y estabilidad (p. ej., Rancimat) para anticipar vida útil en tránsito. Un aceite “neutro” hoy, pero inestable, pierde valor en destino.
Comparativa por materia prima: soja vs. colza vs. palma (qué cambia en planta)
Aunque el flujo sea similar, la materia prima condiciona el “punto sensible” del refinado. Ajustar parámetros por tipo de aceite evita sobreprocesar (coste y degradación) o quedarse corto (olor, color o estabilidad).
Aceite
Riesgo frecuente
Ajuste de proceso recomendado
Señal de control
Soja
Fósforo/gomas y reversiones de color
Desgomado bien cerrado + decoloración bajo vacío/inertizado
P residual (ppm), color Lovibond, PV/AV
Colza (canola)
Notas sensoriales persistentes y pigmentos
Optimizar desodorización (vacío/tiempo) y selección de adsorbente
Panel sensorial/GC volátiles, color, estabilidad
Palma
AGL y olor si el pretratamiento es débil
Refinado físico con control estricto de vacío y stripping; buena decoloración
AGL final, olor residual, PV, color
Parte avanzada: cómo temperatura, presión y tiempo se traducen en calidad
Temperatura: más no siempre es mejor
Subir temperatura acelera cinéticas (neutralización, adsorción, stripping), pero también incrementa riesgo de oxidación si entra aire y puede promover degradación térmica en desodorización. Un enfoque robusto es fijar la temperatura por objetivo (color/olor/AGL) y proteger con vacío/inertización donde aplique.
Presión (vacío): el “multiplicador silencioso” en desodorización
En desodorización, un vacío más profundo reduce la temperatura necesaria para remover volátiles a igual resultado, disminuyendo castigo térmico. Si el vacío fluctúa, el aceite puede salir “limpio” sensorialmente, pero con estabilidad irregular, especialmente tras almacenamiento y transporte.
Tiempo: residencia y mezcla controlada
Tiempos cortos dejan fósforo/jabones/pigmentos; tiempos largos aumentan exposición a calor y oxígeno. La mejor práctica es validar ventanas de operación con datos: color, fósforo, AGL, PV/AV y resultados sensoriales, y luego “bloquear” recetas por tipo de aceite y proveedor.
Práctica de planta: diagnóstico rápido de fallas típicas (y cómo corregir)
Caso A: aceite “amarillento” o con retorno de color
Causas frecuentes: desgomado incompleto (fósforo alto), selección/dosis de tierra no óptima, entrada de aire en decoloración, o tiempos/temperaturas que favorecen oxidación. Corrección: verifique fósforo antes de decoloración, cierre fugas de aire, y ajuste dosis/mezcla bajo vacío o inertización.
Caso B: olor residual después de desodorización
Causas frecuentes: vacío insuficiente (o inestable), vapor de stripping bajo, carga alta de impurezas previas, o residencia insuficiente. Corrección: estabilice vacío (p. ej., 2–6 mbar como referencia), revise el sistema de vapor y condensación, y revalide el balance tiempo/temperatura para su aceite específico.
Caso C: turbidez o espuma en almacenamiento
Causas frecuentes: gomas/jabones residuales, humedad elevada o filtración deficiente. Corrección: refuerce desgomado y separación, ajuste la neutralización para reducir jabones, y asegure filtración final consistente (especialmente si el aceite viaja largas distancias).
Checklist de control para calidad de exportación (orientativo)
Antes de refinar: AGL (%), fósforo (ppm), humedad/impurezas, metales traza (si aplica).
Después de desgomado: fósforo residual estable; separación sin emulsiones.
Después de desacidificación: AGL objetivo; jabones bajos; claridad y filtrabilidad.
Después de decoloración: color objetivo; peróxidos controlados; filtración sin by-pass.
Después de desodorización: neutralidad sensorial; PV/AV en rango; estabilidad adecuada para tránsito y almacenamiento.
Cuando estos puntos se monitorean como sistema, la planta reduce retrabajos, mejora consistencia y sostiene reputación ante compradores B2B.
Haga que su línea de refinado sea más estable, más limpia y más exportable
Si su objetivo es mejorar color, eliminar olor residual y aumentar la consistencia lote a lote, el siguiente paso no es “probar al azar”, sino cerrar parámetros por aceite y por especificación del cliente. En Penguin Group, este enfoque se traduce en decisiones técnicas más claras y menos sorpresas en destino.
Mensaje recomendado al enviar su consulta: tipo de aceite (soja/colza/palma), capacidad (t/d), AGL y fósforo de entrada, y objetivo de color/olor para exportación.
2026-02-03|472|Procesamiento de múltiples variedades de oleaginosas Técnicas de ajuste de prensa de helice fría Optimización de producción en pequeñas aceiterías Ajuste de adaptación de oleaginosas Aplicación de tecnología de prensado en frío
2026-02-25|231|máquina combinada de prensa fría y caliente prensadora de aceite para hogar procesamiento de grasas en talleres pequeños equipo de prensado de aceite versátil mejora de calidad de grasas
2026-02-04|61|Prensa helicoidal de prensado en frío Pequeñas aceiterías Pretratamiento de cultivos oleaginosos Mejora del contenido de aceite Procesamiento de múltiples variedades de semillas oleaginosas
2026-01-28|487|prensado en frío de maníoptimización de rendimiento de aceiteproceso de prensado de aceitetratamiento previo de semillasparámetros de máquina de prensado
2026-01-14|432|prensas de aceite de germen de maíz extracción eficiente de aceite sistema de control térmico inteligente equipos de procesamiento oleaginoso servicio técnico postventa

















.jpg?x-oss-process=image/resize,h_300,m_lfit/format,webp)




.jpg)



.jpg)


