







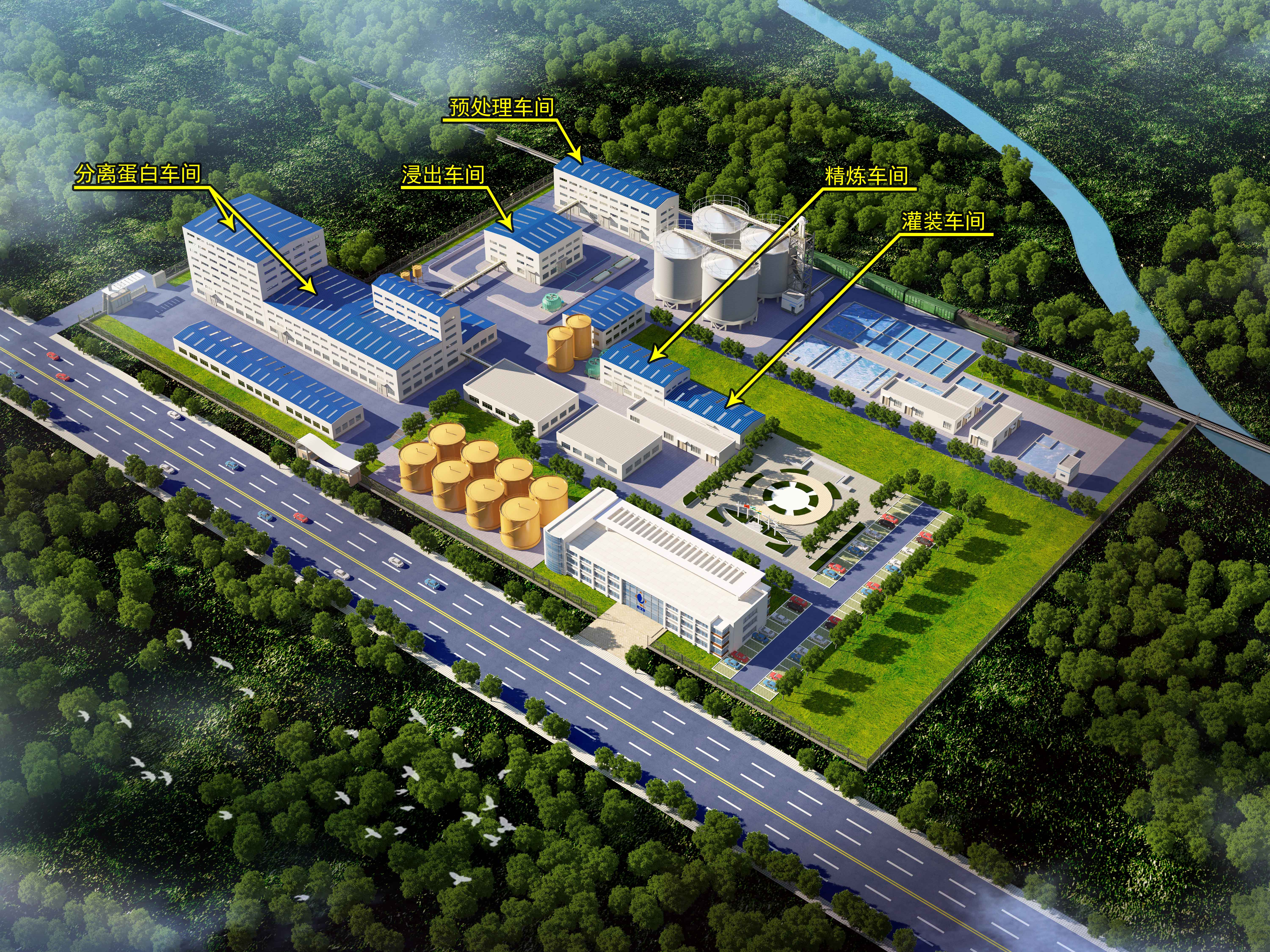
1)预处理:把“不确定性”挡在精炼前
预处理的目标是降低固体杂质与含水波动,减少后段乳化与过滤负荷。常见配置包含粗滤/精滤、换热器、缓冲罐与在线温度控制。经验上,进脱胶前毛油温度稳定在55–75℃更利于加药与混合;含水波动过大,容易导致离心分离效率下降与皂脚夹带。

对粮油加工企业而言,“精炼流程”不是简单的五段工序拼接,而是一套围绕色泽、气味、稳定性与安全指标的系统控制逻辑。掌握这些细节,让您的成品油更符合国际出口标准:更浅的色度、更低的酸价与挥发物、更好的货架期一致性,往往来自对温度、真空、停留时间与药剂用量的精细管理。
适用对象
精炼车间主管、工艺工程师、品控与外贸技术支持
核心收益
降低返工率、减少异味投诉、提升一次精炼成功率与出口批次稳定性
预处理
过滤/加热/缓冲
脱胶
去磷脂/胶质
脱酸
降FFA/提高稳定性
脱色
吸附色素/金属
脱臭
去异味/挥发物
常见误区提醒
只盯“脱臭温度”或“脱色土用量”,却忽略前段脱胶/脱酸是否把磷脂、金属离子与皂脚控制住——这类“前段埋雷”会在后段表现为色泽回黄、异味残留、泡沫与过滤困难。

预处理的目标是降低固体杂质与含水波动,减少后段乳化与过滤负荷。常见配置包含粗滤/精滤、换热器、缓冲罐与在线温度控制。经验上,进脱胶前毛油温度稳定在55–75℃更利于加药与混合;含水波动过大,容易导致离心分离效率下降与皂脚夹带。
脱胶主要去除磷脂、胶质及部分金属络合物。工业上常见水化脱胶、酸化脱胶与酶法脱胶。对出口成品油而言,脱胶做不干净,典型后果是:脱色土耗量上升、脱臭后仍有回味/刺激味、储存期更易回黄。可参考的在线控制指标是磷含量:不少工厂会把精炼前段控制目标设在P≤10–30 mg/kg(不同油种与工艺会有差异)。
脱酸用于降低游离脂肪酸(FFA),常见方案为碱炼(中和)或物理精炼(以脱臭段蒸馏带走FFA)。碱炼的关键在于“中和完全 + 夹带最小”:碱液浓度、加碱量与混合/停留时间会直接影响中和效率与中性油损耗。若出现皂脚夹带,往往表现为后段过滤压差升高、成品油浑浊或起泡。
脱色依赖吸附剂(活性白土、活性炭等)去除叶绿素、类胡萝卜素、氧化产物及部分金属离子。典型工况为90–110℃、真空或惰性气体保护、接触20–40分钟,并尽快过滤,避免吸附平衡回吐。若油品“看起来很浅但放置回黄”,常见原因是微量金属/氧化物未被充分去除或脱臭前氧化控制不足。
脱臭以高温蒸汽蒸馏为核心,在高真空下去除醛、酮、短链脂肪酸及其他挥发性异味组分。常见控制窗口为220–260℃、真空度约2–6 mbar、停留1.5–3小时(视设备型式与油种而定)。脱臭不是“温度越高越好”:过高温度与过长时间会增加反式脂肪生成风险、加速热氧化并带来“过火味/回味”。

温度:反应速率与副反应的分水岭
温度决定脱胶水化效率、脱色吸附动力学与脱臭蒸馏能力。建议用“分段目标”管理:前段优先稳定混合与分离(温度波动尽量<±2℃),后段优先真空与抗氧化(高温但低氧)。
压力/真空:脱臭是否“干净”的硬指标
脱臭真空度不足会直接造成异味残留,并迫使工厂通过“提高温度或延长时间”补救,从而增加热损伤。实践中,真空系统的冷凝效率、泄漏点与蒸汽品质,比单纯调温更能决定最终气味水平。
时间:停留时间是“净化”和“劣化”的双刃剑
脱色接触时间过短会导致色素残留,过长可能增加氧化与回吐风险;脱臭时间不足则带来“尾味”,过长则可能出现“熟油味”。建议用成品关键指标反推停留时间,建立批次间的工艺窗口,而不是只靠经验拍脑袋。
| 油种 | 更敏感的风险点 | 工艺侧重点(可执行) | 成品表现常见诉求 |
|---|---|---|---|
| 大豆油 | 磷脂/微量金属导致后段负担;氧化敏感 | 脱胶要稳(控制P);脱色强调抗氧化与快速过滤;脱臭真空优先 | 色泽清亮、气味干净、货架期稳定 |
| 菜籽油 | 天然气味更明显;部分批次色素更难处理 | 脱臭需兼顾温度/时间与真空;必要时组合吸附剂优化风味 | 降低“青味/刺激味”,避免回味 |
| 棕榈油 | 色素体系与结晶行为影响观感;对温度曲线敏感 | 脱色窗口与过滤能力要匹配;脱臭避免过度热历史,关注稳定性 | 色度一致、无异味、储运稳定 |
不同油种差异并不意味着“完全换一套设备”,而是对加药、混合、真空与过滤节拍做更贴近原料特性的微调。对出口订单更现实的做法,是把差异固化为“油种工艺卡”,确保每个班组都能复制同一结果。

优先检查1:脱胶后磷是否偏高(磷脂残留会放大后段波动);离心分离是否稳定、含水是否波动。
优先检查2:脱色环节是否存在“接触时间过长+过滤滞后”,或吸附剂批次差异导致吸附容量下降。
优先检查3:脱臭前油品是否已氧化(可参考PV趋势、异味前兆);真空不足是否迫使温度/时间超窗口。
经验做法:先把前段“磷与金属”压下来,再谈减脱色土用量;否则越省越黄。
优先检查1:真空系统效率(冷凝负荷、泄漏点、蒸汽品质)。很多“异味”本质是脱不出来。
优先检查2:脱臭塔内停留时间与油膜分布是否合理;局部短路会导致“看似到温度,但实际蒸馏不足”。
优先检查3:前段残留皂/磷脂导致泡沫与夹带,带来“二次污染”与风味拖尾。
更高温度并不等于更好气味;更好的真空与更干净的前段,才是更稳定的出口风味。
关键要点总结框(可贴到车间)
掌握这些细节,让您的成品油更符合国际出口标准。
企鹅集团在服务粮油加工客户的过程中发现:真正拉开出口品质差距的,往往不是“多做一道工序”,而是把关键段的波动变小,把异常排查路径变短,把工艺卡和检测点落实到班组执行。
想系统提升油脂精炼稳定性与出口一致性?
把您的油种、目标指标与现有设备配置发来,我们可以根据典型工艺窗口与常见失效模式,帮助您梳理更“可落地”的控制点与改进优先级。
获取《油脂精炼设备与工艺优化方案》评估入口
 472
|
472
|
 多品种油脂加工
螺丝冷压调试技巧
小型榨油厂生产优化
油料作物适应性调整
低温冷压技术应用
多品种油脂加工
螺丝冷压调试技巧
小型榨油厂生产优化
油料作物适应性调整
低温冷压技术应用
.jpg?x-oss-process=image/resize,h_300,m_lfit/format,webp) 231
|
冷热压一体机
家用榨油机
小型作坊式石油加工
多功能榨油设备
油品质量改善
231
|
冷热压一体机
家用榨油机
小型作坊式石油加工
多功能榨油设备
油品质量改善
 61
|
螺杆冷压
小型榨油厂
油料作物的预处理
提高含油量
多品种油料作物加工
61
|
螺杆冷压
小型榨油厂
油料作物的预处理
提高含油量
多品种油料作物加工
 487
|
花生油提取效率
低温螺旋压机
油籽预处理
螺旋压机参数
冷压技术
487
|
花生油提取效率
低温螺旋压机
油籽预处理
螺旋压机参数
冷压技术
 432
|
玉米胚芽榨油机
高效采油
智能温度控制系统
油籽加工设备
压力机维护
432
|
玉米胚芽榨油机
高效采油
智能温度控制系统
油籽加工设备
压力机维护
.jpg)









.jpg)